Hot induction bends are manufactured using advanced induction heating technology, allowing precise bending of pipes without compromising material strength or integrity.
These bends are widely used in pipelines, power plants, and petrochemical industries where high strength, smooth flow, and long-term durability are essential.
Hot induction bends with standard wall thickness (Schedule 40) are engineered to deliver consistent strength, smooth internal flow, and high reliability in pipeline systems. These bends are widely used across oil & gas, power, and process industries where dimensional accuracy and performance are critical.

Hot induction bends with extra strong wall thickness (Schedule 80) are designed for higher pressure and demanding applications. These bends offer enhanced strength, durability, and resistance to stress, making them ideal for critical pipeline systems in oil & gas, petrochemical, and power industries.
Hot induction bends are available in a wide range of wall thickness schedules, including Sch 20, 60, 100, 120, 140, 160, and XXS, to meet varying pressure and service requirements. These heavy and extra-heavy schedules provide enhanced mechanical strength, superior load-bearing capacity, and long-term durability in critical pipeline systems across oil & gas, petrochemical, and power industries.
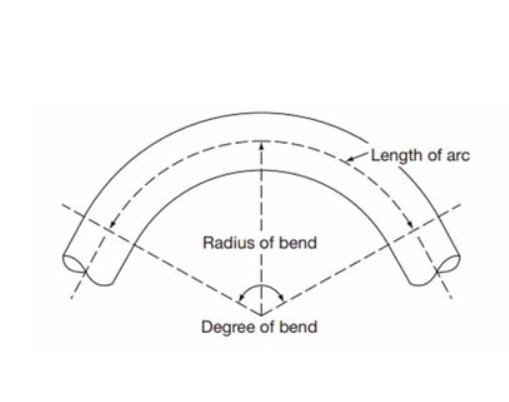
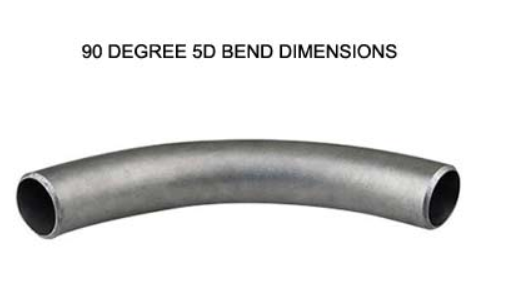
5D induction bends are manufactured with a bending radius equal to five times the nominal pipe diameter (R = 5D). These bends provide smoother flow characteristics, reduced pressure drop, and improved stress distribution, making them ideal for long-distance pipelines and high-performance industrial applications.
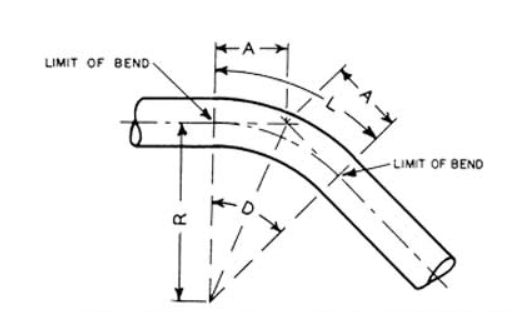
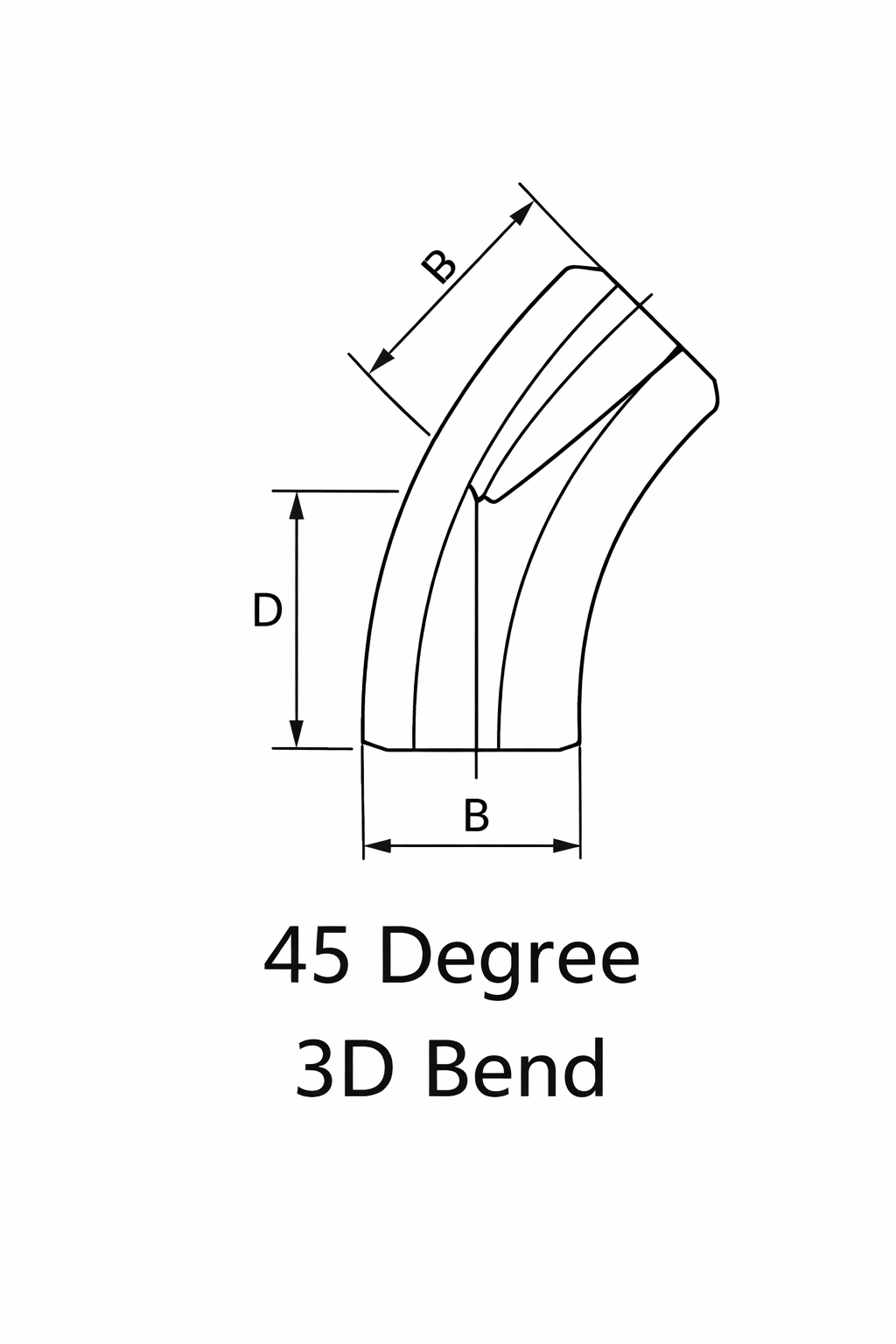
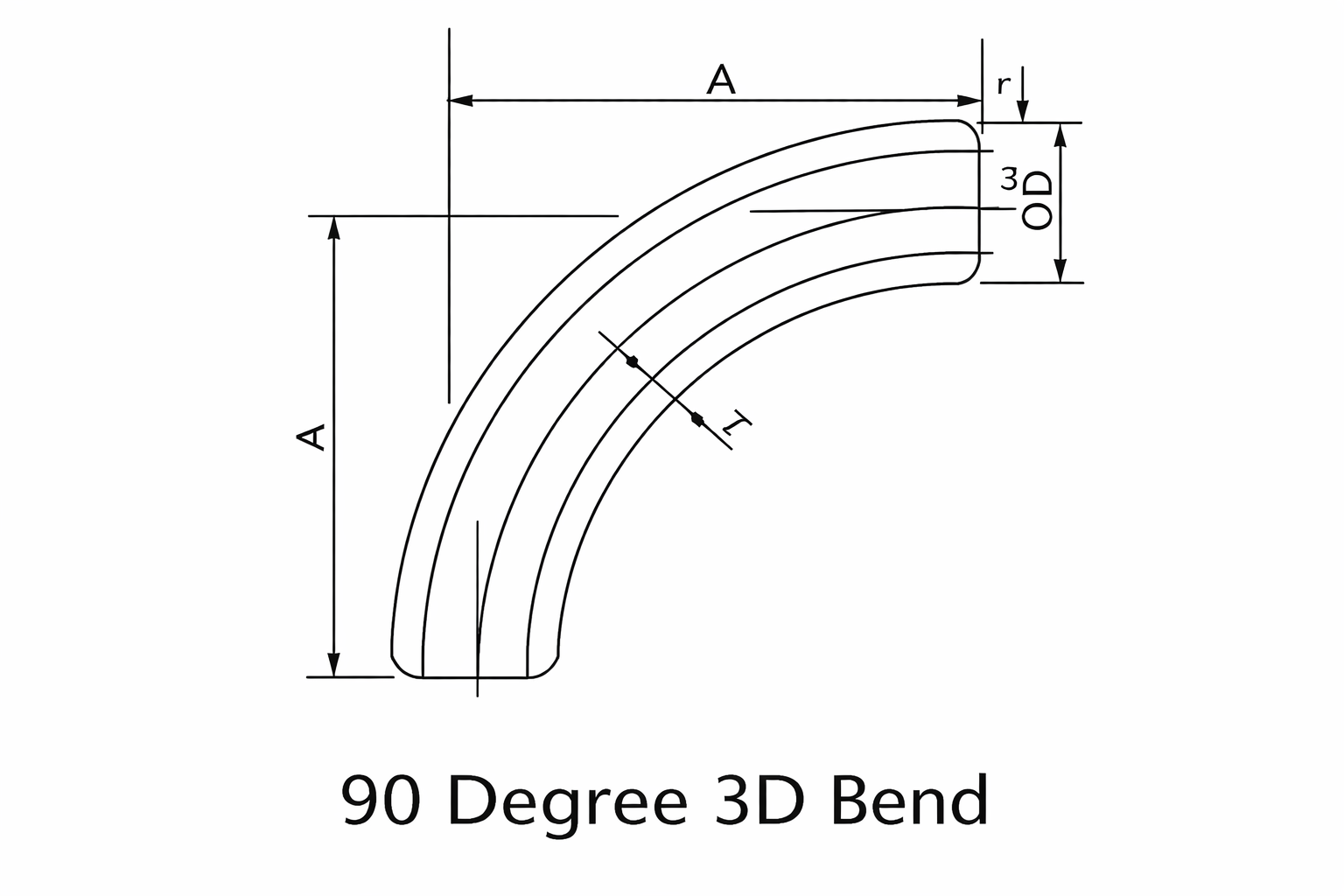
3D induction bends are manufactured with a bending radius equal to three times the nominal pipe diameter (R = 3D). These bends provide a compact design with efficient flow characteristics, making them ideal for space-constrained piping systems while maintaining structural integrity and performance.


HSS Induction Bending
A234 WPB 5D induction bends

Inductions Bends Packing

Welded Hot Induction Bend

Cold Induction Bend

Pipeline Induction Bend

Buttweld Hot Induction Bend

Grade X80 Induction bend
ANSI B16.9 Hot Induction Pipe Bend

ASME B16.28 Buttweld Hot Induction Bend

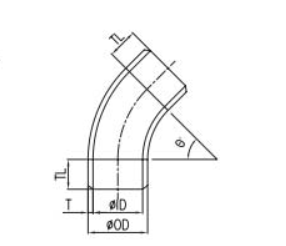
45 Degree Induction Bend

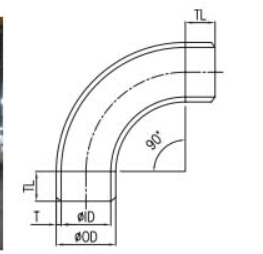
90 Degree Hot Induction Bend